
坚持将知识产权作为企业生存的命脉,育材堂致力于汽车轻量化和先进功能性金属材料的研发,与全球诸多汽车公司和材料公司深度合作,为传统金属材料注入活力。
育材堂(苏州)材料科技有限公司、汽车钢部总工程师周澍博士以《铝硅镀层热成形材料产品及其低成本激光拼焊门环策略》为主题,就高韧性铝硅镀层热冲压钢、激光拼焊技术及一体式门环两部分内容进行了详尽介绍。以下是演讲内容整理:

育材堂(苏州)材料科技有限公司、汽车钢部总工程师周澍博士
育材堂(苏州)材料科技有限公司简介
我们这个公司叫育材堂(苏州)材料科技有限公司,英文名是“EASY FORMING”(更容易让零件成形)。公司的团队人数不到40,但80%以上都是博士和硕士,专注于技术研究以及工程应用领域的开发。公司的方向是专注先进的钢材创新技术研发,致力于实现高强、高韧,以及特殊要求(高导热)等行业需求。
公司路线是科研为先,再转为技术,最后进入产业化量产。目前主要聚焦在热成形钢领域,通过这几年的开发,首先在铝硅镀层方面研发出了PHS镀层技术:Aluslim®,slim意为“瘦身”,表示这种产品是一种镀层更薄,更具有成本和环保优势的镀层。
基于这种镀层,我们又在材料方面研发了PHS基材技术:2000MPa、1500MPa和1000MPa PHS。针对实际工况应用、不同场景、开发出了不同强度级别和不同韧性需求,为汽车设计人员提供了柔性化的产品选择。这些材料的技术基础之上,我们就可以在激光拼焊上做更多的一体式集成方案。
除了汽车车身用钢之外,我们还有其他方面的研发,比如高导热模具钢。随着一体式零件集成越来越强,零件越来越大,这不但要求压机吨位,对铝合金成形温度和工艺也提出了要求。因此,我们布局了高导热模具钢,简单地理解就是,虽然成形温度升高了,但是材料的导热速度也更高了,这就可以使模具在更高的成形温度下,保持高效的使用寿命。
育材堂(苏州)材料科技有限公司坐落于苏州,我们有一个研发的实验平台,代表了我们公司在整个流程开发过程中一个具有特色的点:通过串联合金设计-工艺研究-应用评价的完整链条,我们具备热冲压钢产品全流程研发能力。

图片来源:育材堂(苏州)材料科技有限公司
针对热冲压工艺,我们会对它的工艺进行较多的柔性仿真,实验室里面也自主研发了一套特殊的热冲压工艺装备,可以针对不同的材料和性能进行热冲压的模拟。这些研发和应用离不开我们同车企与钢厂的交流,我们团队的研发领域覆盖了产业链的不同位置,可以无差别和零部件厂、车厂进行互动。我们也不只是一个技术开发方,希望和整个热冲压行业产业链里的工程技术人员进行联合开发,伴随行业共同进步。
高韧性铝硅镀层热冲压钢
接下来我介绍一下高韧性铝硅镀层热冲压钢。热冲压是一个从软态到加热更软态,到成形之后变成硬态的过程,因为过程中存在加热,所以钢表面的氧化是不可避免的。1999年,友商发明了一款在我看来是全球最伟大的钢铁产品,可以在单一品种上卖到全球三百万吨,这是其他钢永远无法达到的,这也就是铝硅镀层产品,这种产品解决热成形过程中的表面氧化和脱碳问题。
但是不管多伟大的产品,使用过程中都会存在不友好的技术问题。常规镀层产品面临三大问题:第一,加热效率低,镀层液化粘辊;第二,韧性不足,延迟开裂问题;第三,零件防腐,点焊电极磨损。
我们公司擅长在基础技术问题中找到本质,通过显微分析,我们基于韧性不足的问题进行了推测,觉得是在加热过程中铁铝发生扩散,在基材界面形成富碳特征。因为富碳特征一旦形成,在热冲压之后,高碳马氏体就会覆盖基体表层。在碰撞变形过程中首先发生的会是折弯开裂,如果表面有一层脆性的富碳层,材料的韧性肯定会降低,表面裂纹优先从脆性的富碳层出现。下图是微观的分析,证实了界面上有明显的富碳特征。

图片来源:育材堂(苏州)材料科技有限公司
找准了关键,如果想解决这个问题,是不是有一种比较科学而简单的方法?我们公司就结合钢铁的实际生产过程中,用了两个比较简单的方法就把问题解决了。首先,把镀层减薄,大家都知道镀层是铝,加热过程中铁铝会发生扩散,但如果铝少了,扩散过程可能会被抑制,富碳特征可能会减弱。同时,如果在涂镀之前,在基材生产时基板表面进行一定脱碳处理,从来源上降低基材表层的含碳量,自然而然表面这层富碳就会消失。

图片来源:育材堂(苏州)材料科技有限公司
我们也发现,镀层减薄后对加热也有好处。实际在热冲压过程中,表面的镀层液化之后会大量地吸热,高吸收热量的特征也使得铝硅镀层在加热过程中的加热效率明显提升。从双碳角度考虑,加热效率提升会带来用电的减少,单位面积上铝硅镀层减薄,也会导向更低碳的结果,进一步提升生产效率。关于这个技术我们已经形成了自主的知识产权,也已经给国内三家钢厂进行了专利许可,完成了相应的试制和材料认证。
高韧性铝硅镀层热冲压钢零件试验
我们也进行了一些高韧性铝硅镀层热冲压钢零件试验。在门槛件三点压弯试验中,最后开裂失效的位置是一个弯角。如果用薄厚两种镀层进行对比,使用薄镀层时,数据显示吸能性能有一定比例的提高,那么碰撞安全性肯定会提升。在B柱三点压弯试验中,薄镀层的热冲压零件在大变形下可以显著推迟脆性断裂的发生。

图片来源:育材堂(苏州)材料科技有限公司
基于不同的零件位置对吸能的差异化需求,我们针对1000MPa、1500MPa和1800MPa三种强度级别的材料完成了试制,并于今年上半年开始小批量供货。试验中,1000MPa强度的材料在烘烤之后可以达到1100Mpa以上,同时VDA可以达到88度,1500MPa在烘烤之后可以达到1550MPa,VDA是65度,1800MPa在烘烤之后可以达到1850MPa,VDA可以达到55度。
通过材料成分的设计优化,在PH值等于1的强酸条件下,保持100%屈服强度的应力水平,1000MPa和1500MPa的材料在120h内没有出现开裂。但1800MPa的材料在强酸的条件下还是有一些问题,虽然它的应力水平基本和1500MPa材料接近,但延迟开裂的性能没有1500MPa的材料那么好。然而,空气介质下,保持100%屈服强度应力水平,1800MPa材料可保证淬火态和烘烤态300h不开裂。
合适的材料应该用到合适的部位。这些不同性能的产品可以给设计人员带来更柔性化的设计方案。比如说,1000MPa材料具备最佳的韧性和较高的强度,适用于碰撞变形过程用以吸能的部件。1500MPa具有均衡的强韧性,适用于各种碰撞工况的部件。1800MPa具备超高的强度和充足的韧性,适用于抵抗变形侵入的部件。此外,以上所有强度级别材料均完成材料和零件级的材料断裂和焊点HAZ失效卡片标定,并支持车企进行精确CAE仿真。

图片来源:育材堂(苏州)材料科技有限公司
激光拼焊技术及一体式门环
要将上述材料实现集成,就会涉及到激光拼焊以及一体式门环的工艺及应用。行业而言,多零件合一的一体式集成设计方案成为汽车车身轻量设计化的大趋势,激光拼焊技术将在在汽车车身制造发展中扮演重要角色,这一技术具备四大优势:1、低成本:钢铁材料、高材料利用率 、集成化设计;2、轻量化:多材料规格柔性拼焊、无搭接边;3、更好碰撞安全性:强弱合理分配;4、低碳排放。
图片来源:育材堂(苏州)材料科技有限公司
对比传统的散件生产流程和一体式门环的生产流程。在落料的环节差不多,但是传统散件生产流程中,落料之后的散件需要直接进行热冲压,形成每个单件之后再进行点焊,形成最终产品。在一体式生产流程中,落料之后还要把所有的材料进行激光拼焊,形成一个完整的料片之后再进行一体化的热冲压。从流程来看,后者对于零件、供应商,物流、模具的管理更深入,会使得整个生产流程更高效和低碳。
在这一流程下,一体化激光拼焊门环具备五个特点:集成化设计,减少零件数量;通过分块优化,材料利用率提升;材料厚度、强度可灵活组合;在高变形区域应用高韧性材料,安全性更高;但工艺成本高。
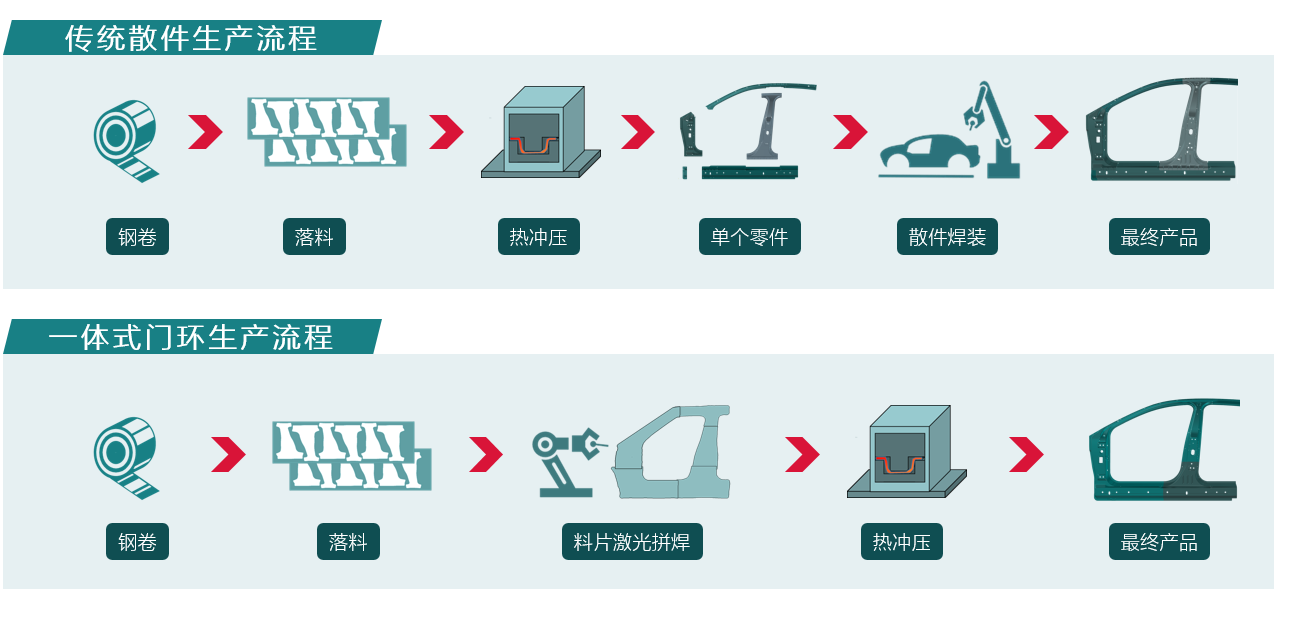
图片来源:育材堂(苏州)材料科技有限公司
铝硅镀层热冲压钢激光拼焊也存在显著的技术问题,那就是焊缝强度弱于母材。比如特斯拉的Model Y采用内外侧四门环设计,采用的是剥离+激光拼焊的技术,那么,为什么铝硅镀层热成形钢在激光拼焊过程之后还一定要加激光剥离呢?因为在进行铝硅镀层激光拼焊的过程中,镀层中所有的铝都进入到焊缝,使得热处理之后会形成软相的组织,融入的铝使得焊缝热冲压后变为F+M的双相组织,但是两个母材都是硬相组织。面临变形和拉伸时,焊缝自然会成为弱项。因此,如果想提高焊缝强度,就需要减少铝的影响。这也就是为什么在铝硅镀层激光拼焊时需要进行一道剥离工序。
如果采用薄镀层就可以减少剥离程序,直接进行焊接。这是由于镀层减薄,进入焊缝Al显著降低,焊缝质量更稳定。但要注意的是,这其中需要有一道“添加焊丝”的程序:填充中C/Mn等合金,在无额外间隙预留的情况下,最大程度保证焊缝几何尺寸,从而提升焊接效率的同时保证焊缝的质量,减少原材料浪费的风险。
做一个总结,育材堂(苏州)材料科技有限公司致力于为客户带来高韧性薄铝硅镀层热冲压钢及其拼焊产品的全流程技术解决方案,提供材料强度在500/1000/1500/1800MPa的高韧性铝硅镀层材料支持;分块优化 (厚度分布,焊缝设计)、可制造性分析的拼焊产品开发技术支持;提供低成本高效率拼焊产品。
以上是我的汇报。
(以上内容来自育材堂(苏州)材料科技有限公司、汽车钢部总工程师周澍博士于2022年8月24日由盖世汽车主办的2022第二届中国车身大会发表的《铝硅镀层热成形材料产品及其低成本激光拼焊门环策略》主题演讲。)

